

31
Technical support / Re: Omron Host Link communication with Tri-PLC
« on: June 19, 2022, 09:34:27 AM »
Thank you very much for letting us know that you are able to communicate with Omron PLC using the NETCMD$.
I assume that the "C-mode commands" protocol format must be backward compatible with its original "Host Link Command" protocol. So it is good to learn that TRi PLCs are still able to talk to these newer generation of Omron PLCs. As long as you get a list of the C-mode commands from Omron manual you should able to read/write to registers that are only available to newer generation of Omron.
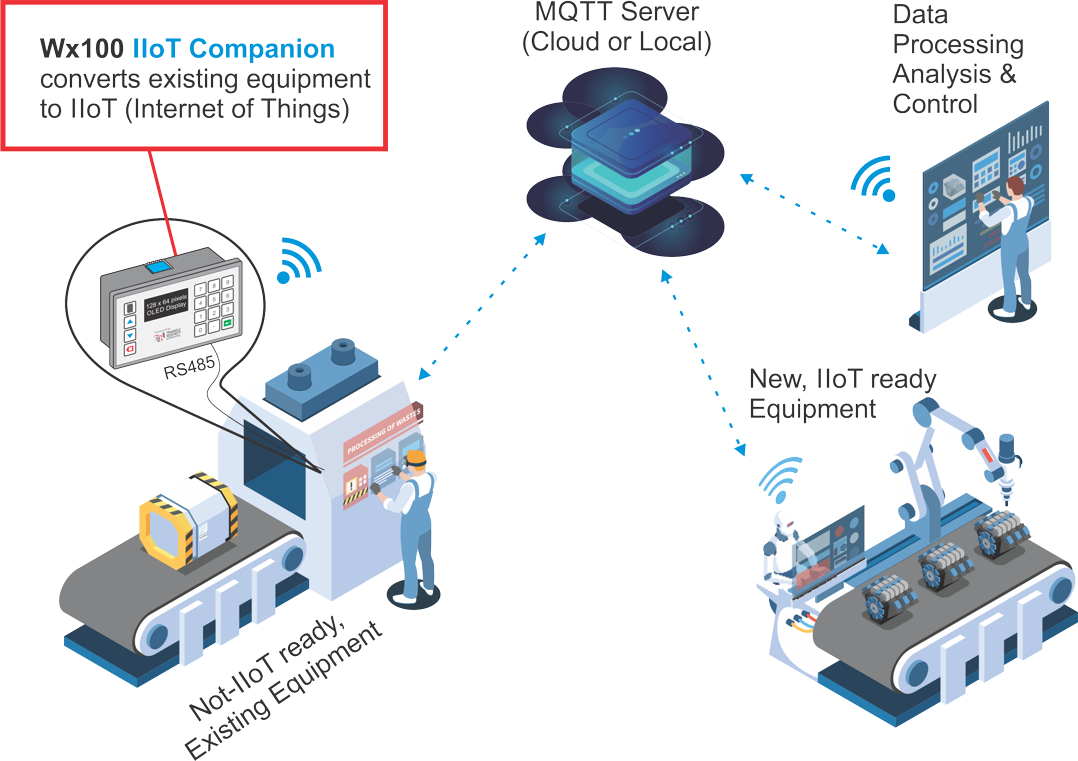
Note that the new MQTT capable, WiFi/RS485 Wx100 PLCs also support the NETCMD$ command via its RS485 or TCPIP communication channel. So you can use the Wx100 as a very low cost controller to serve the Omron PLCs. E.g you can use the Wx100 to read data from Omron PLC via RS485 and then publish the data to MQTT via WiFi when certain conditions are met (e.g temperature exceeds certain threshold) . It opens up a lot of possibility to perform very sophisticated industrial IoT functions.
Since Wx100 can also act as a Modbus RTU (RS485) master or as a Modbus TCP client it can interact with a mix of factory equipment that uses Omron and any Modbus compatible controllers to provide IoT service without the need to re-engineer older equipment that contain controllers which are not capable of doing IIoT.
For more info, please visit: https://triplc.com/wx100.htm
I assume that the "C-mode commands" protocol format must be backward compatible with its original "Host Link Command" protocol. So it is good to learn that TRi PLCs are still able to talk to these newer generation of Omron PLCs. As long as you get a list of the C-mode commands from Omron manual you should able to read/write to registers that are only available to newer generation of Omron.
Note that the new MQTT capable, WiFi/RS485 Wx100 PLCs also support the NETCMD$ command via its RS485 or TCPIP communication channel. So you can use the Wx100 as a very low cost controller to serve the Omron PLCs. E.g you can use the Wx100 to read data from Omron PLC via RS485 and then publish the data to MQTT via WiFi when certain conditions are met (e.g temperature exceeds certain threshold) . It opens up a lot of possibility to perform very sophisticated industrial IoT functions.
Since Wx100 can also act as a Modbus RTU (RS485) master or as a Modbus TCP client it can interact with a mix of factory equipment that uses Omron and any Modbus compatible controllers to provide IoT service without the need to re-engineer older equipment that contain controllers which are not capable of doing IIoT.
For more info, please visit: https://triplc.com/wx100.htm